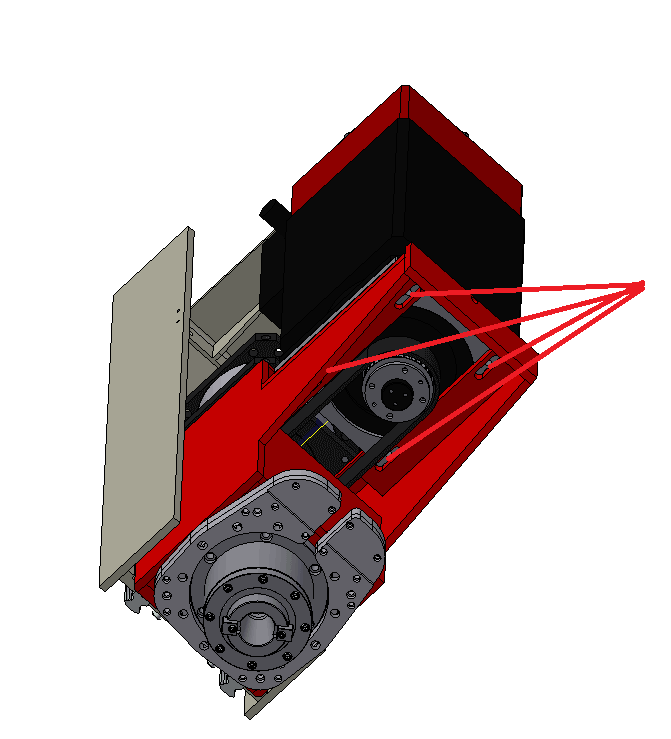
¶ 取出主轴
首先需要从机器上取下主轴。
拆下头盖。
松开这些螺丝
然后再松开前面的螺丝以释放皮带张力
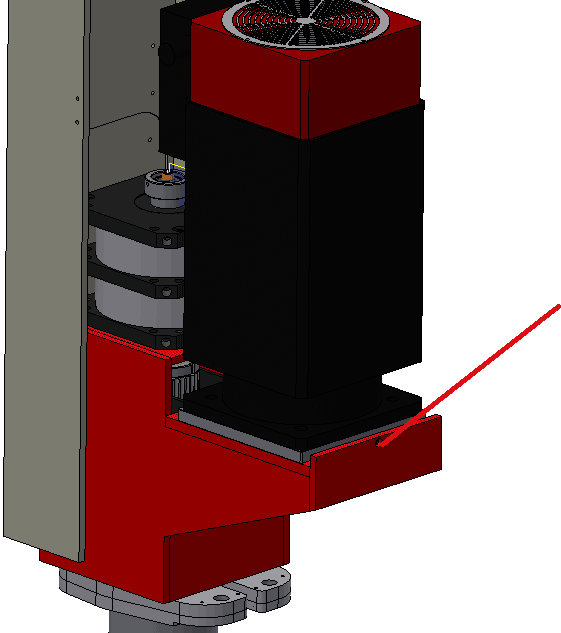
皮带松开后,取下固定主轴的螺丝。
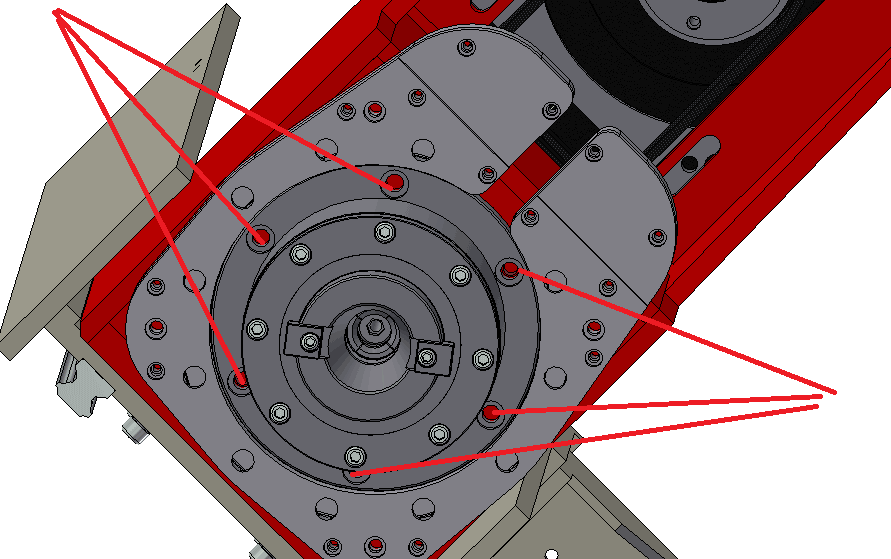
根据主轴型号,可能有6或8个螺钉。
当您取下最后一个螺丝时,主轴可能会开始脱出,因此请尽可能降低Z轴的高度,并放置一块木头或其他东西来缓冲掉落,如果在取下螺丝后,主轴没有脱出,请按下夹紧键以释放工具,主轴应该会脱出,如果还没有脱出,请利用主轴顶部的杠杆作用将其推出,一旦脱出并落在缓冲垫上, 此时你就可以提起Z轴,拿起主轴,放在工作台上将它打开 。
主轴顶部有水密封套,从主轴上拔下水密封套。
¶ 更换固定拉爪
如果要更换整个主轴,则可以跳至下一段
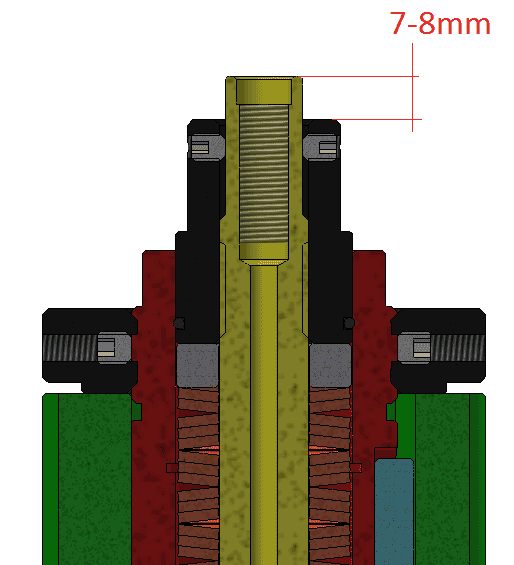
用游标卡尺测量,拉杆的轴距下面的螺母伸出的距离应在7或8 mm左右,记下测量值,因为稍后必须再次检查。
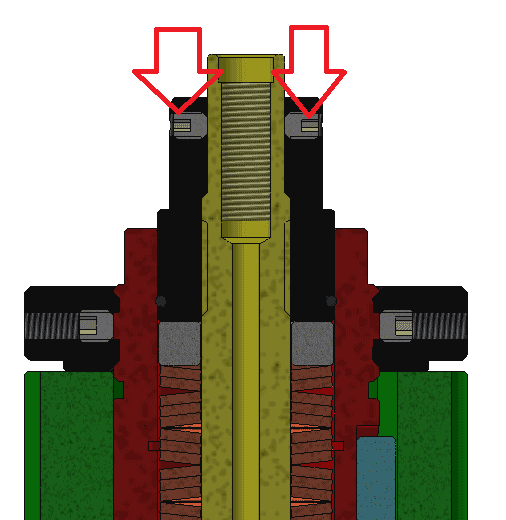
使用小内六角扳手拧松固定螺钉
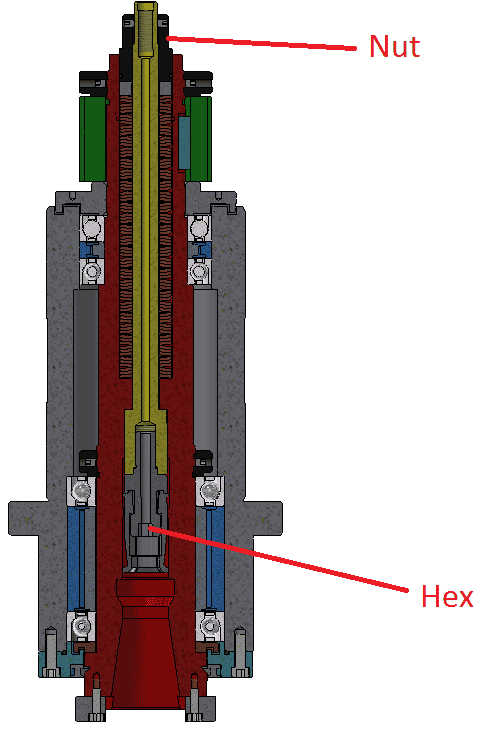
然后,您可以取下螺母,必须使用8号内六角扳手从前侧停止主轴,您需要从圆锥侧插入它(注意不要将主轴倒置,或许您介意主轴内装满垫圈,它们会掉出)。
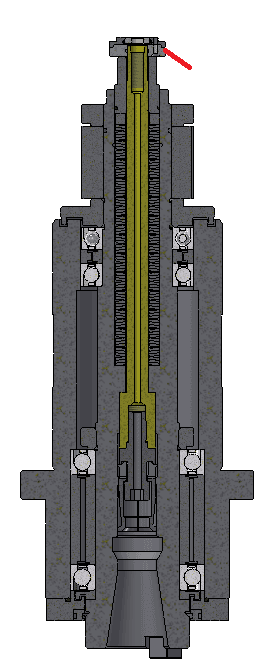
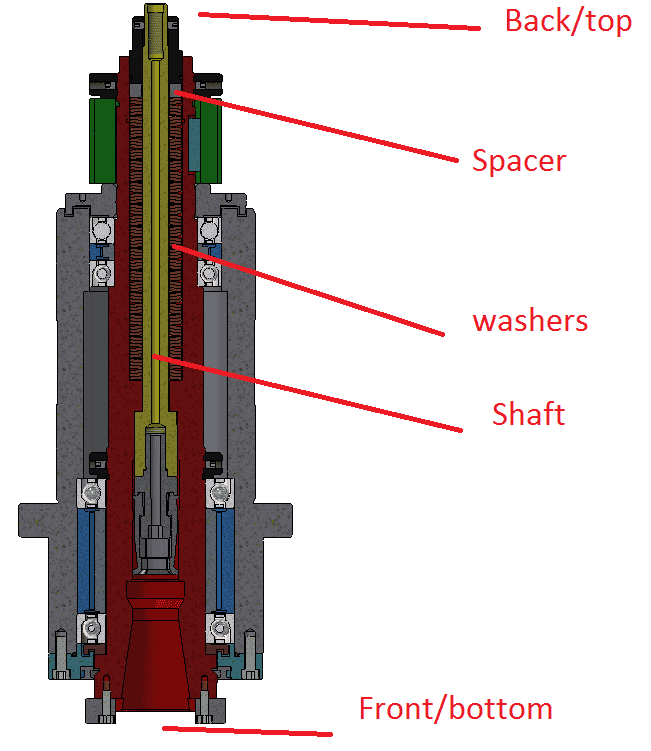
螺母松开后,您可以将图中的黄色轴推出,然后可以更换金属片,只有从拉爪上拉出时,金属片才会弹出,然后插入4个新的金属片,即使没有破裂,也要注意,因为有一个黑色的橡胶圈,该圈必须以相同的方式放置,这一定会使金属片卡住并迫使它们保持打开状态
更换完金属片后,您可以再次关闭主轴。
¶ 将主轴装入机器
从主轴底部重新插入新的金属片状的轴,然后以轴对螺母的测量为参考再次拧紧螺母,然后锁定开始时卸下的紧定螺钉!
将水密封再次置于主轴顶部!
将主轴插入机器中,向下滑动Z并缓慢对齐,因为向上时要注意皮带应处于合适的位置,否则必须将主轴再次放下,然后用螺钉再次锁定主轴。
一旦将其锁定到位,再次将皮带拉紧并将其锁定在适当的位置,以测试主轴皮带的松紧度,以6000 RPM的转速旋转并调整松紧度,直到声音合适,同时停下来,用手感受松紧程度。它不应该像小提琴的弦一样紧,而是应该在你开始用手挤压它时变得紧,它应该让你用手指挤压皮带5-10毫米。
皮带绷紧后,您需要检查主轴的归位位置,可以通过从手册页中选择A轴并按键盘上的归位按钮来使主轴归位,主轴将旋转并停止在一个位置,即在当前的原始位置,原始位置应使主轴齿与X轴对齐以正确地换刀,但由于我们将主轴取下,取下铝条或其他与齿对齐的直线,它们可能不再对齐然后用工作台的侧面或工作台上的铣削线判断齿是否对齐,可以进行测量,但是如果铝棒足够长,则可以通过目视进行调整,足以进行换刀。
您可以通过调整MK主轴驱动器中的参数F22(或2019年或更高版本的驱动器为54.12)来调整归位位置,打开面板,找到MK主轴驱动器(上面写有红色的MK的大黑框),按两次ESC键,向左箭头两次,然后向上箭头两次,然后可以使用箭头更改参数,将10000更改为一个完整的回合,如果需要将参数设置为小于1000,则应将参数设置为1000和10000之间。 1000,再加上5000,您将处于相同的对齐方式,一旦更改了F22(或54.12)参数的值,请按Enter,然后按几次ESC,直到驱动器屏幕上显示00000000。
您继续进行原点复查并调整F22(或54.12)参数,直到再次对准主轴。
再次安装头盖。
如果按照说明进行操作,则应准备好机器。