¶ 启动机器
确保启用键打开并按下电源按钮,然后从右侧的I/O按钮打开电脑 屏幕的一侧。
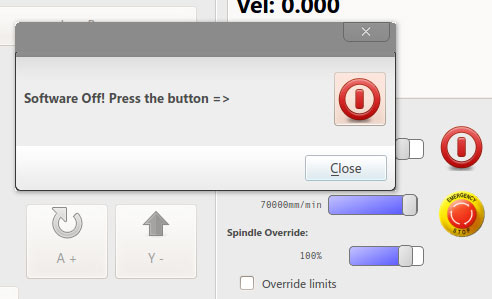
电脑启动后,EPR程序将打开,并提示您按下软件I/O按钮。
打开软件后,你应该保持归位,归位完成后,右上角的轴位置将是蓝色的。
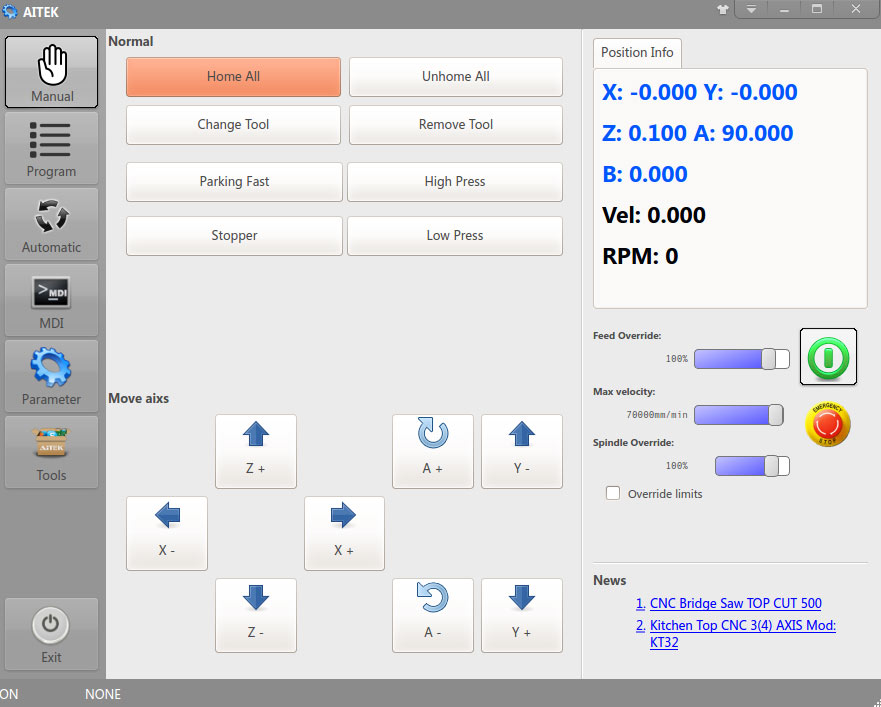
你现在可以开始给机器编程,并运行你的程序。
¶ 编程页面概述
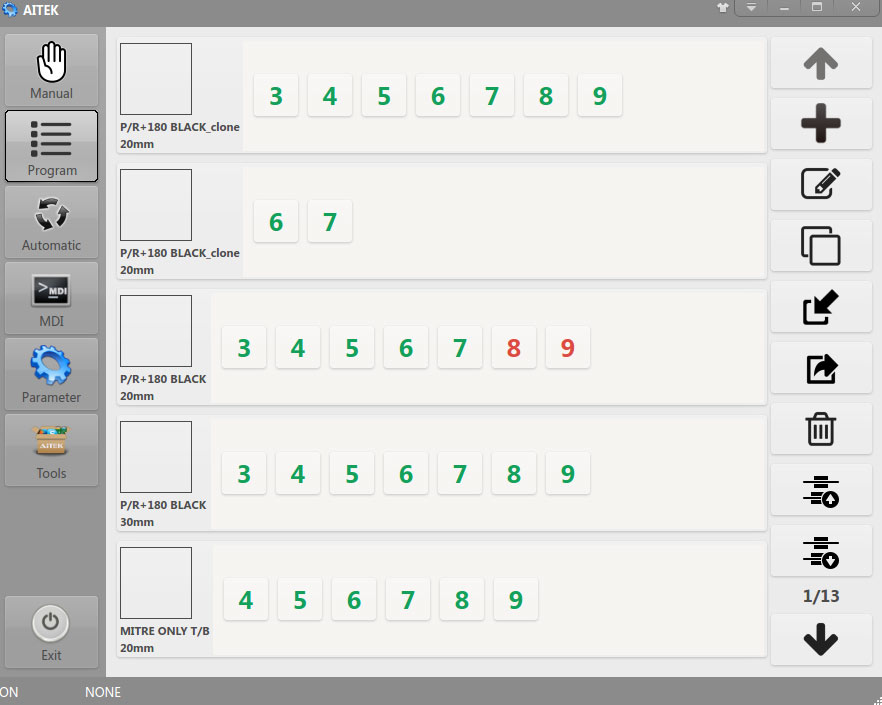
单击左侧的程序图标访问此页面
在中间你有一个以前保存的程序列表,在右边你会发现工具栏有这些程序 工具

上下箭头查看下一页节目,当前页面显示在右上方的下箭头

加号/添加按钮用于 创建一个新程序

编辑按钮来修改所选程序的内容

复制按钮制作所选程序的完美副本

导入以前在文件中导出的程序

“导出”按钮将选定的程序导出到文件中

删除按钮,永久删除选定的节目

这些按钮帮助您移动所选节目的位置,以不同的顺序排列节目
¶ 新程序
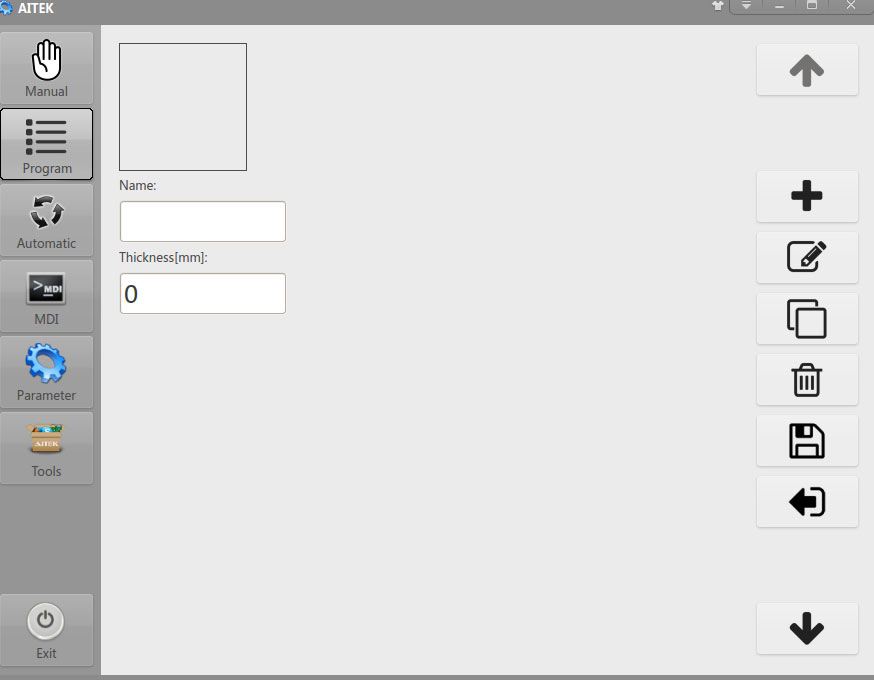
在适当的字段中设置名称和厚度,注意厚度并不影响程序,只是在那里 从主页面视觉识别程序。
您可以点击名称上方的方块来添加图片,已经有常用形状的图片,但是您 可以添加自己的。
向右看,您会发现类似的工具,如计划页面,但这些将在计划部分生效 程序本身。

建议在设置完这些初始参数后进行保存,使用右边工具栏上的保存按钮进行保存。
保存后,您可以使用添加按钮添加程序的一部分。
编辑按钮,修改选定的内容 程序部分
复制按钮制作所选内容的完美副本程序部分.
删除按钮,永久删除选定的节目部分。

退出按钮不保存退出,以防出错。
¶ 程序部分
程序段是程序的子分支,在程序段中,您可以指定一系列角度和 机器将要执行的刀路,当您需要围绕不同的 半径或中心,当您需要使用另一个工具时,请更改 RPM,、压力或速度。
在右栏中,您会发现相同的按钮,但是这些按钮将根据 working blocks
上下箭头查看工作块的下一页,当前页显示在右上方向下 箭头。
添加按钮添加一个 working block.
编辑按钮修改选中的内容 working block.
复制按钮制作所选内容的完美副本 working block.
删除按钮来永久删除选定的working block.
“保存”按钮将更改保存到 working blocks.
退出按钮不保存退出,以防出错。
¶ 刀具
机器将要拿起执行工作块的工具,重要的是要注意它是不可能去的 回到工具序列中;
像2‐3‐2‐1这样的顺序是不可能的,而1‐2‐3‐4可以,3‐4也可以,但5‐4不行。
只允许逐步编写程序段,不可能在编写完程序段后在程序中插入程序段 编程完成后,需要重新编写整个程序,并在新的 从头到尾编写程序,或者删除所有内容,回到您想要添加的部分,然后 添加附加部分,并在其后重写删除的部分。
¶ 每分钟转数
主轴的每分钟转数对于金刚石工具来说通常是2500转,对于抛光垫来说是1500转。
¶ 压力
有低和高两种选择,面板侧面有调节器,建议保持压力在 出厂设置低0.2Kg/cm,高0.4Kg/cm。
高压主要用在用金刚石工具加工石头的时候,金刚石工具非常有攻击性,所以 仅用于粗糙那些需要研磨大量石头的形状,如牛鼻;高压也是 用在平面上,用一些工具推得更用力,一些工具需要更大的压力才能完成,这取决于 工具和石头,通常低压可以用最普通的抛光垫抛光平面和角落。
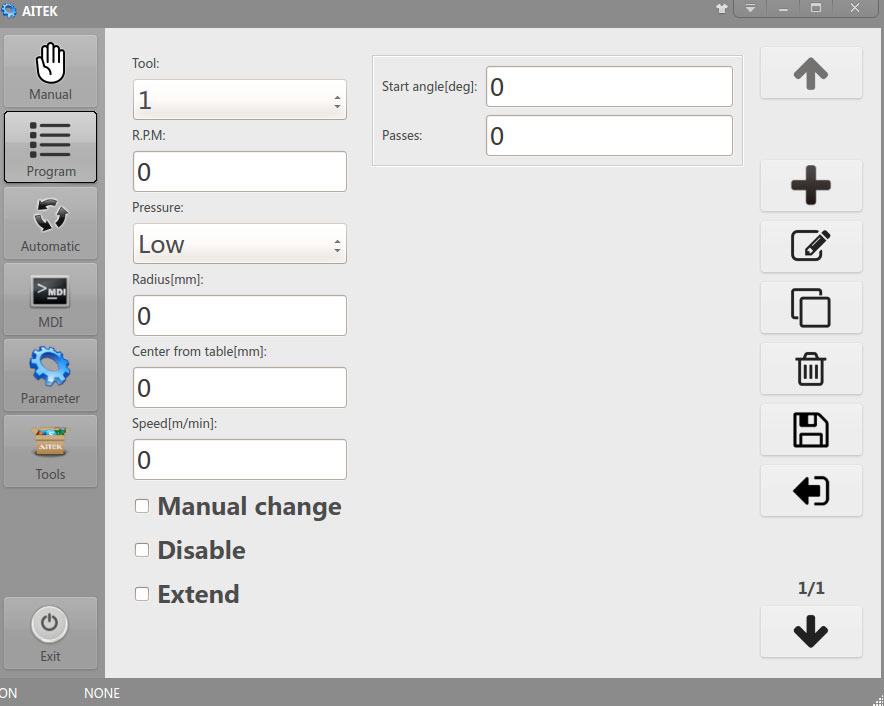
¶ 工作台的半径和中心
机器围绕半径工作,这意味着它会将刀具围绕半径居中,就像它在做一个圆,不是吗 不管你做什么形状,你的参考都是基于圆的。
仔细观察上面的图片。
机器工作台是蓝色的。
刀具是黄色的.
生成的形状是红色的。
R 是半径 .
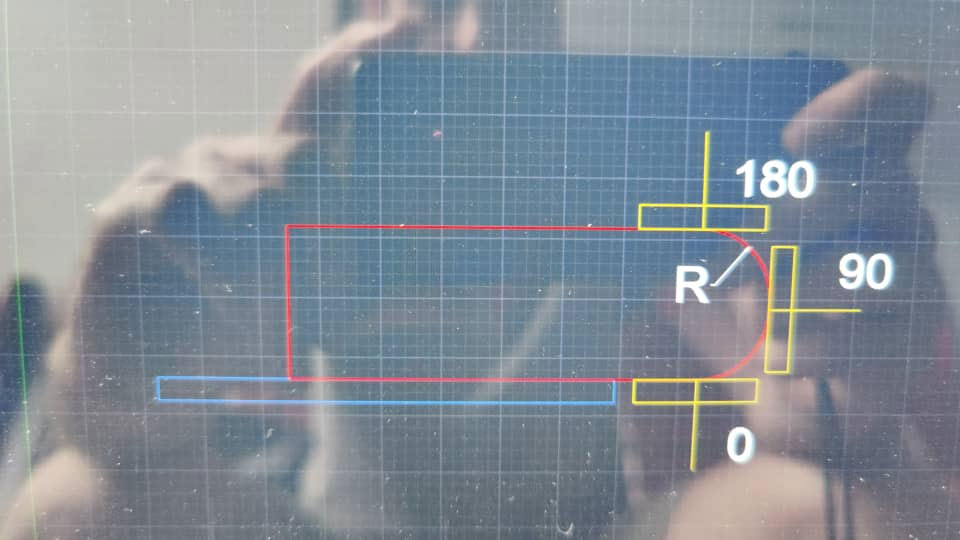
H 是工作台的中心 .
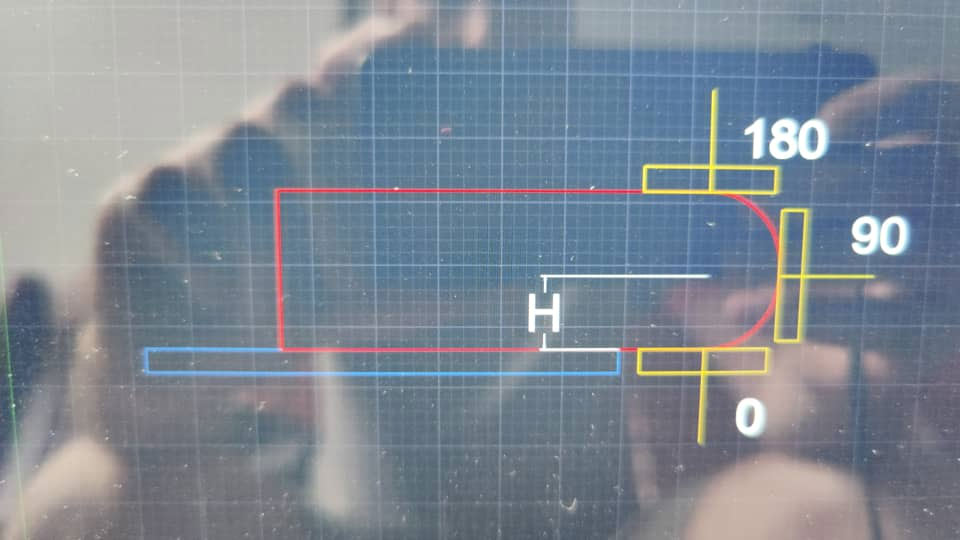
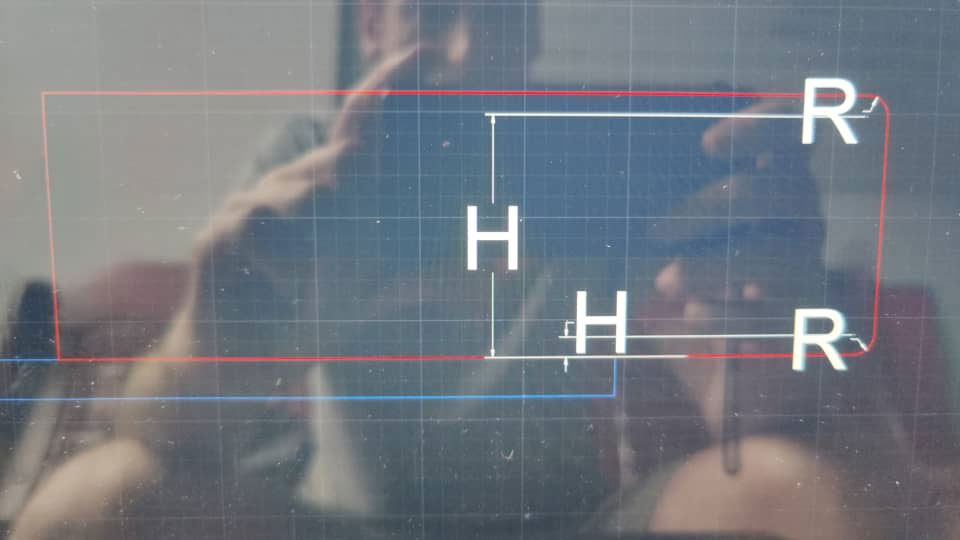
当你想做一个顶部和底部半径都很小的形状,就像上一张图一样,你至少要把它分成几部分 每个工具有三个部分,即底部半径、垂直平面和顶部半径,也可以选择顶部平面。
剖面通常是从下往上排列的,石头需要在台面上抛光。
底部半径程序部分将被设置为类似半径3和表3的中心,作为底部 半径在工作台水平,工作台中心和半径相同。
对于平面程序部分,如果你看上面的图片,你可以看到当刀具在90°时,刀具的中心是 与台面中心高度成直线,因此台面中心应设置在石材厚度的左右, 一半的石头厚度也可以,但有助于更好地传播冷却水,更好地冷却避免在抛光里的阴影。平截面上的半径不影响机器位置在90°,但它通常设置为石头的一半厚度。
然后,顶部半径程序段应设置为与底部半径相匹配的半径3,但工作台的中心应该是设置为简单计算的结果(石材厚度‐半径),这是因为顶部半径符合顶部是工作台上石头的厚度,但是半径的中心在它下面一个半径的长度,因此半径 需要从石头厚度中减去,以从表中获得顶部半径的中心。
如果要为顶部曲面添加另一个程序段,可以使用与顶部相同的半径和工作台中心半径,或者您可以将半径设置为厚度,这同样适用于从工作台的中心移动工具的中心 越往里,石头上的冷却水越多。
¶ 速度
以米/分钟为单位的工作速度,加工石材时机器将以此速度移动,平面抛光的参考速度为 35 ~ 40米/分对于大约45 ~ 60米/分的拐角,最大机器速度为70米/分。
你走得越慢,磨料会磨得越多,但你也可以通过控制 ,更多的通道更多的研磨, 根据不同的刀具和材料,你必须调整速度和通道。
¶ 手动换刀
要启用此工具的手动工具更换,在正常情况下没有必要,建议单击工具编号 在程序页面或自动页面中,将其颜色更改为黄色,以启用手动换刀。
¶ 禁用
在程序中跳过此工具,建议在程序页面或自动页面中点击工具编号并更改 它的颜色变为红色以禁用该工具。
¶ 延伸
将使程序的这一部分在正常情况下沿自动页面中的片段长度延伸 条件是它一直处于禁用状态。
¶ 工作板块
当你创建一个新的程序段时,第一个空的工作块已经为你创建好了,你只需要编译价。
¶ 起始角度
这是在程序开始时,机器将自己定位的角度 研磨石材,避免使用0或90,如果需要从0或90开始,请使用0.01和90.01。
向下抛光时,你总是希望你的开始角度大于0,比如15-25-30,以避免破坏 抛光表面。
机器的精确位置也与工作台的半径和中心有关.
¶ 途径
这是机器在上述指定起始角度下沿工件长度执行的走刀次数。
¶ 附加工作模块
当您在第一个工作块之后添加工作块时,您需要指定三个值
¶ 增加到下一个位置
这是以度为单位的角度增量,机器将在每次走刀时增加该增量。
如果前一次启动是在25 °,增加到下一个位置5°将动态地旋转电机5 °,每次它 从石头的一边移动到另一边。
如果增加到下一个位置设置为0,刀具将缩回并移动到停止角度,而不与石头接触。
¶ 停止角度
这是该工件的目标角度,机器将动态旋转直到达到该角度,或者 根据增加到下一个位置的值,从石头上缩回并移动到这个角度。
¶ 在停止位置通过
这是机器在上述指定停止角度下沿工件长度执行的路径数。
¶ 编程技巧
当你制作程序时,一个工具一个工具地制作它们,在每个新工具前停下来,运行它,看看 结果,继续放入新的石头,直到你用那个工具达到想要的结果
然后去下一步,运行两个,做一些改变,放入新的石头,准备好大量的废料来制作前几个 程序;因为机器主要靠压力与衬垫一起工作,而位置多少是相对的,如果你运行一次它就会 例如,研磨1毫米的石头,如果您再次运行,它将研磨另一毫米的石头总共2毫米,如果您想要2毫米的 你必须在程序中做两遍,然后一次全部运行。
另外,每种工具都有自己的磨粒,所以有些工具会磨得很厉害,如果你想让它们磨得更少,你可以让它们跑得更快, 你少传球,当他们磨得不够的时候,你增加传球,降低速度,如果必要的话甚至增加压力, 较低的转速也可以让工具研磨更多,但有一个范围非常低,他们根本不会研磨,较高的转速也可以 影响工具研磨的程度。
总是打破你的角落之前,使半径,运行几个45度与硬树脂工具,然后才开始 增量来制作圆角。
您可以通过设置半径和工作台中心,以及在工作块中创建一系列移动来制作形状 把石头磨成那个形状。
形状将来自这些动作的组合,这是很好的打破每一个下一个工具一半的角度,并 当你加工半径时,在每个下一个刀具的角度之前开始和之后结束,平面仅仅是放置刀具 适当居中,来回这么多次。
重要的是要认识到,工具只能通过低压和高压压到位,这意味着 机器只把工具引导到需要打磨的位置,但打磨石头是由工具决定的,因此 工具的粒度,转速和移动速度,都在制作你的形状中起着重要的作用,更使你的位置 将刀具放置在,因为如果您的刀具不研磨,无论您编程多少遍,它都不会研磨,如果 你设置机器做15毫米倒角,但你的工具不够积极,你不会得到15毫米倒角。
只有1号工具允许被探测,并且只有1号工具可以研磨到足以形成圆角或半圆角,每隔一个工具 之后需要更高,并且会靠压力和毅力来磨砺。
工具中心孔的尺寸起着重要的作用,较大孔的工具将更好地研磨平面上的石头,因为减小了 表面区域,具有较小中心孔的工具更适合用于拐角,因为增加了表面区域 工具也是重要的角色,带有放射状图案的工具不适合拐角。
经常使用复制,因为大多数程序部分都非常相似。
自下而上地创建你的程序。
最大圆角半径为35mm。
同样在自动模式下,你应该自动探测石头和工具,探测工具的Z高度才是真正重要的 菱形工具,并且可以在自动界面中手动编辑。