¶ Проверка правильности работы датчика
Замените зонд проверки диска, для большей ясности смотрите схемы на странице 18.
После замены датчика проверьте правильность работы на странице ввода / вывода в программе Orbit A5.
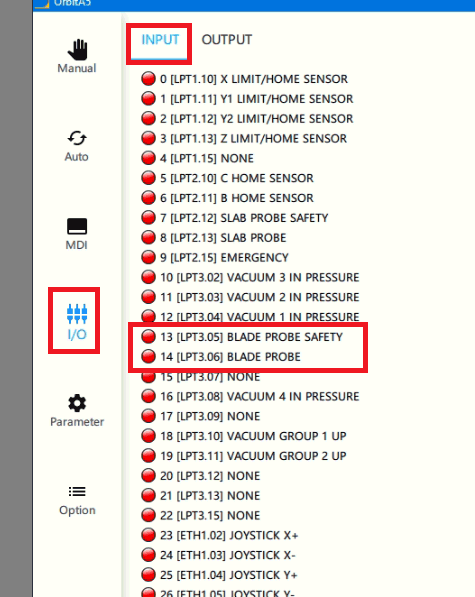
При нажатии на зонд всего на 1-2 мм "BLADE PROBE" должен стать зеленым, при нажатии на зонд до конца вниз "BLADE PROBE SAFETY" должен стать зеленым.
¶ Регулировка параметров зонда диска
После замены датчика и проверки правильности работы, чтобы отрегулировать высоту, проверьте диск со страницы руководства, нажав кнопку BLADE PROBE, запишите диаметр диска, который показывает станок, затем переместите станок за край стола и опустите диск, пока не остановится в безопасном месте и снова опустится и удерживается до тех пор, пока машина не остановится там, где, по ее мнению, находится стол, проверьте расстояние по фактической высоте стола, вы можете отрегулировать диаметр диска, чтобы изменить положение, в котором машина останавливается на столе, когда вы нашли правильное диаметр диска, чтобы правильно прикасаться к столу, измерьте разницу между измеряемым диаметром и необходимым диаметром и разделите пополам, откройте страницу параметров в Орбите A5 и найдите положение Z датчика лезвия, НЕ путать с положением Z датчика плиты

отредактируйте это значение, чтобы добавить половину разницы между измеряемым диаметром и необходимым диаметром.
Снова замерьте диаметр диска, и диаметр, который дает станок, должен быть таким, который вам нужно, чтобы правильно коснуться стола, если нет вычтите разницу вместо ее добавления.
Эти параметры также необходимо сохранить в файле 5Axis / subroutine / parameters.ngc, откройте файл и найдите
# <_zBladeProbe> = -521.634712
и отредактируйте значение, чтобы оно соответствовало новому значению в параметре Orbit A5, не путать с параметром # <_zSlabProbe>.